
Our three-part series on coated abrasives concludes with information on choosing the correct abrasive product for the desired finish. Read Part 1. Read Part 2.
THE IMPORTANCE OF SURFACE ROUGHNESS
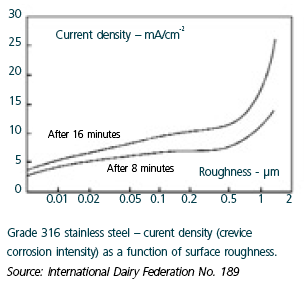
The surface roughness of stainless steel is an important factor in determining corrosion resistance. Put simply, the smoother the finish the greater the corrosion resistance, whether in the form of sheet or coil or in welded components.
SURFACE TOPOGRAPHY
Interaction between the abrasive belt and the workpiece is affected by surface topography (micro texture). Even a surface which appears perfectly flat to the naked eye has ‘asperities’, undulations between 0.05 μm and 50μm occurring 0.5μm to 5 mm apart.
A variety of instruments are available to measure surface micro texture. They work on the principle of moving a stylus over a representative length of the surface and recording the peaks and valleys.
In Australia, surface roughness is expressed in Ra. The measurement refers to the average variations of the undulations from the average surface of the sample.
 TYPICAL FINISHES
TYPICAL FINISHES
Three stainless steel surface finishes are typically available from the mill:
- #1 hot rolled, annealed and pickled (Ra 3 to 6μm)
- 2B cold rolled (Ra 0.1 to 0.2μm)
- BA bright annealed (Ra 0.06 to 0.2μm)
From these initial surfaces, a wide variety of finishes can be achieved with coated abrasives, satinising wheels and mops, buffing wheels and polishes. The type of finish generated depends on many variables: grit sequence, lubrication, raw material quality, machine type, abrasive type, pressure applied, through feed speed, abrasive belt speed and so on.
Because of all these factors, nominally identical finishes vary slightly from one producer to another. To ensure that the desired finish is delivered, specifiers should nominate the acceptable Ra (surface roughness) range and any other factors necessary for the application (for instance viewing angle or light conditions for architectural samples).
The common ASTM designations for stainless steel surfaces such as ‘No. 4’ specify a process to achieve a finish and not attributes of the surface itself. The result can fall outside the desired
surface roughness range. The Euronorm finishes of EN 10088, provide a larger number of specifications than ASTM A480 and include some which require particular Ra values.1
Although the measurements involved are microscopic, research indicates there is significantly higher resistance to corrosion in stainless surfaces with a roughness below 0.5μm Ra.
THE ROLE OF COATED ABRASIVES
Technically advanced coated abrasives are designed to optimise production by delivering consistent, measurable surface finishes. However, the operator must select the correct abrasives and the right product sequence.
 Polishing is hard work and even with machine operations, it takes time and care. The absolutely essential element is to remove all the polish lines from the previous stage before moving on to a finer grit. If this isn’t done, the final and finest buffing step will be marred by a streak on the surface. Although it is often impossible to rotate the work, removal of polish lines is readily
Polishing is hard work and even with machine operations, it takes time and care. The absolutely essential element is to remove all the polish lines from the previous stage before moving on to a finer grit. If this isn’t done, the final and finest buffing step will be marred by a streak on the surface. Although it is often impossible to rotate the work, removal of polish lines is readily
monitored by polishing at right angles for each new step.
The first grinding step should be as fine as possible. As #80 is usually the finest practicable size, it may require some time to smooth a large weld bead. An effective grit sequence for producing a mirror finish is 80, 120, 240, 320, 400, 600 and 800 before proceeding to mops.
Steps can be missed but at the cost of longer polishing times and the risk of stray scratches. Old abrasives will give a smoother finish but the results are less predictable and are operator dependent.
Lubricants may be necessary because of the poor conductivity of stainless steel. Lubricants also remove debris, improve the quality of the finish and increase the abrasive life. When buying abrasives it is important to choose a reputable product; an unknown quality could mean stray, coarse grit with its attendant final streaks which will mar the result and be especially obvious on a ‘mirror’ finish.
When silicon carbide abrasives are used a brighter, more highly reflective finish results, albeit at the expense of belt life. Other materials, for example aluminium oxide, zirconia or ceramic
grains, will give a significantly longer belt life but will produce a different overall finish.
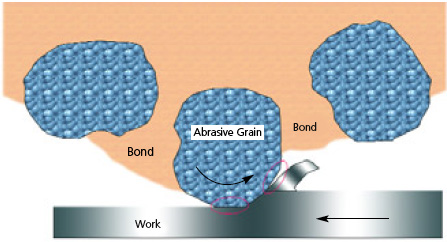
A quality coated abrasive belt acts as a series of single point cutting tools. Each grain has the optimum shape and angle to accomplish the cutting action and subsequent chip removal. This is partly achieved through electrostatically orienting the grains in relation to the backing during manufacture. The rest comes from choosing the correct abrasive type for the job. A cutting facet which isn’t sharp enough results in random streaks on the stainless steel surface as the grain fails to cut cleanly and drags a chip along the surface. This effect is more prevalent with aluminium oxide belts.
Roughness vs Abrasive Grit Size* |
|
Grit |
Ra(μm) |
| 500# | 0.10 - 0.25 |
| 320# | 0.15 - 0.22 |
| 240# | 0.30 - 0.67 |
| 180# | 0.42 - 0.96 |
| 120# | 0.29 - 0.81 |
| 60# | 2.01 |
GETTING IT RIGHT
Supplying the desired surface is as much a part of filling a contract as other aspects of fabrication. There are a large number of variables which impact on the surface finish. The previous two issues of Australian Stainless presented an overview of modern coated abrasives and specific information on their composition and manufacture (issues 22 and 23). Data on the hardness of abrasive materials and a relative comparison of grit size was included.
An understanding of what makes a quality abrasive product and how coated abrasives interact with the workpiece helps ensure that the corrosion resistance and aesthetic requirements of
the client are met.
1. EN 10088-2 : 1995 specifies additional specific requirements to a ‘J’-type finish, in order to achieve adequate corrosion resistance for marine and external architectural applications. Transverse Ra < 0.5μm with clean cut surface finish.
This article featured in Australian Stainless Issue 24 - March 2003. It was written by Charles E. Fenton, Managing Director of Klingspor Abrasive Technologies, Australia and Graham Sussex, ASSDA’s technical specialist.