
Reasons for using stainless steel threaded fasteners are the same as those for selecting other stainless steel components - generally resistance to corrosive or high temperature environments. In addition to the obvious benefits in improved aesthetics and longevity however, there can be significant cost savings if the joint will require disassembly and reassembly.
GRADES AND STANDARDS
Corrosion resistant fasteners are available 'off the shelf' in a variety of materials but by far the most comprehensive range is in stainless steel with more than 6 000 items available in Australia and many thousands more able to be sourced at short notice. Generally these are produced from grade 304 (A2), grade 316 (A4) or for less demanding applications, grade 303 (A 1 ). Grade classifications A 1, A2 and A4 are in accordance with International Standard ISO 3506; head markings often show this classification. It is common practice and legitimate to manufacture items labelled as grade 304 (or A2) from grades 302HQ or 304 depending on the type of fasteners and the manufacturing process. Less commonly, fasteners are available in hardened and tempered martensitic stainless steels, such as 410 (C 1) or in a higher molybdenum version of grade 316, often designated '2343'. An outline of the range of stainless steel fasteners available in Australia can be found in the Australian Stainless Reference Manual.
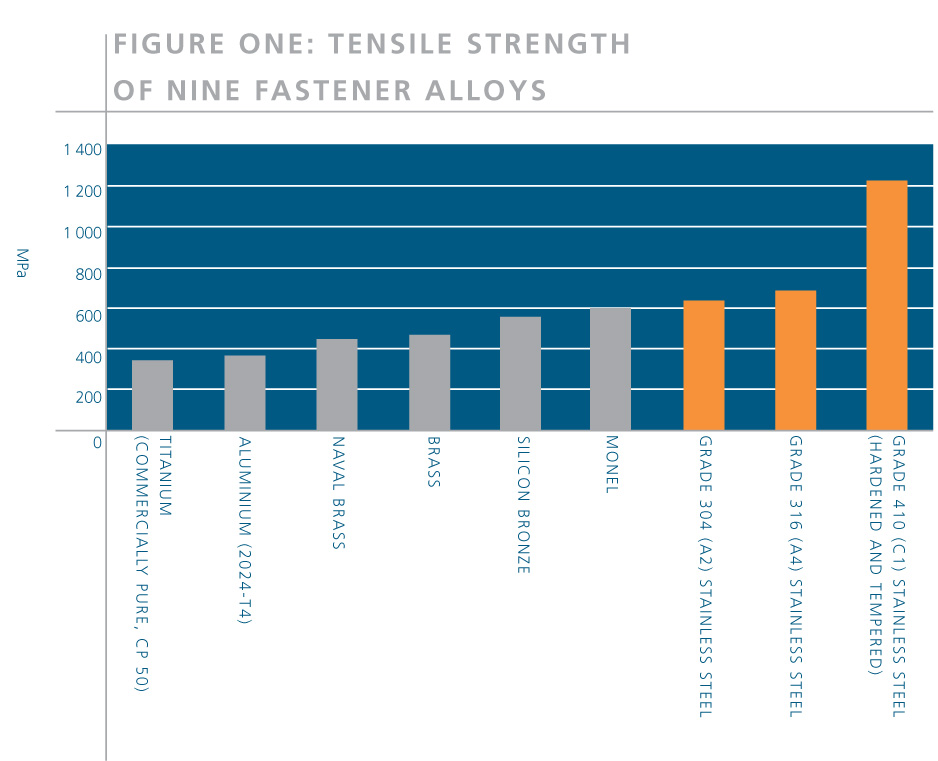
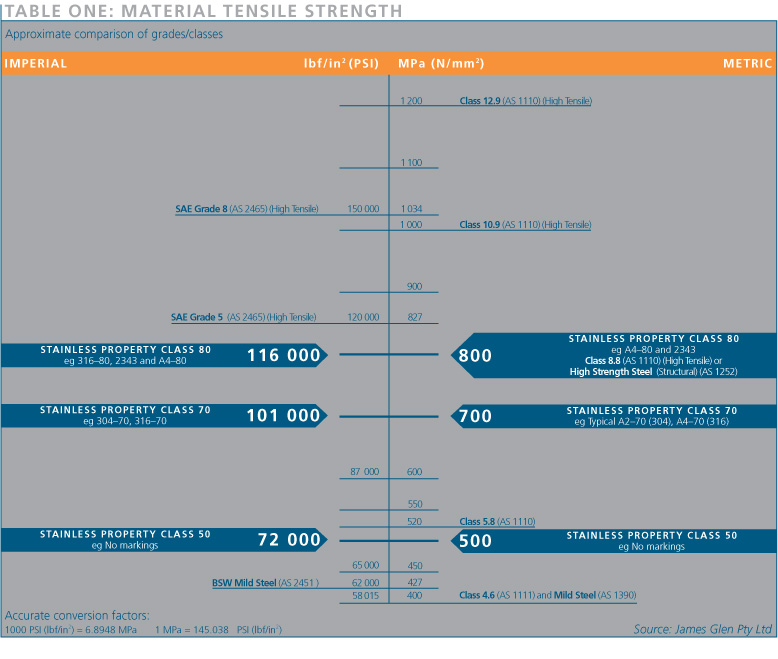
Stainless steel fasteners available on the Australian market in the main are equal to or higher in tensile strength than the carbon and low alloy steel fasteners commercially used, and are higher strength than most other corrosion resistant fasteners. Table one shows the comparison between stainless steel fasteners and the various grades of carbon steel and low alloy steel fasteners and Figure one shows the strength comparison of various corrosion resistant materials.
The vast majority of stainless steel fasteners available are produced to ISO 3506 Class 70 (this designates a minimum tensile strength of 700 MPa) and are marked as such. If there is no marking it should be assumed the product is Class 50 (minimum tensile strength of 500 MPa).
If a stainless steel fastener with a higher tensile strength is required there are some products available in Class 80, these are usually produced in grade 316 stainless steel. There have recently become available some stainless steel products in Class 100, also in grade 316 material.
CORROSION CONSIDERATIONS
Where corrosion is an issue, an inexpensive olution is to specify steel fasteners with some form of plating or organic coating rather than to use products manufactured from corrosion resistant materials. Although painted, plated or galvanised fasteners are usually adequate in applications where corrosive conditions are not severe, consideration should also be given to the cost of possible failure and loss of aesthetic appearance when the protective coating becomes damaged or compromised, in comparison to the cost of stainless steel product. Damage to the coating on steel products can be easily caused by the wrench or driver used for tightening, poor plating practices or simply from the turning action of one thread against another in assembly.
TIGHTENING AND GALLING
As with all fasteners the proper installation of stainless steel products is critical to its performance; this is particularly so with respect to tightening and galling.
Galling occurs when the stainless steel oxide surface film breaks down as a result of direct metal contact. Solid-phase welding can then take place (whereby material is transferred from one surface to another). The symptoms of galling include surface damage and seizing and freezing up of equipment. Galling commonly occurs when using stainless steel nuts and bolts together, where the contact points are subjected to high tightening torques.
Fasteners made in accordance with internationally recognised standards should ensure the uniformity of threaded products. Reasonable care should be taken when handling stainless steel fasteners to avoid any thread damage and keep the threads clean and free from dirt, coarse grime or sand. If the threads are tightened on sand or dirt the possibility of galling or seizing is increased.
Ways to reduce galling include:
ROLLED THREADS
Rolled threads are less susceptible to galling than machined ones as they have a smoother surface and the grain lines follow the thread rather than cut across it, which IS the case with machined threads.
TIGHTENING TORQUE
Bolts should be tightened to the correct torque using a torque wrench as overtightening will promote galling.
LUBRICATION
It is recommended that some form of lubrication be applied to threads prior to assembly. Propriety grease-type lubricants, containing tenacious metals, oils etc are available. Some commonly used lubricants contain molybdenum disulphide or nickel powder (sometimes with graphite materials*).
HARDNESS MODIFICATION
Galling can also be reduced by using two different stainless steels, of significantly different hardnesses, on the mating surfaces. A Brinell hardness difference of 50HB may overcome galling.
A common belief that the use of grade 316 studs with grade 304 nuts (or vice versa) will avoid galling is a myth (there is a notable difference in galling).
Table two shows some suggested maximum torque values for various diameters of stainless steel fasteners. This table is a guide only based on industry tests that provide maximum clamping value with minimum risk of seizing. The values shown are based on fasteners that are dry - free of any lubricants - and wiped clean of any foreign matter. The addition of a lubricant can have a significant effect on the torque-tension relationship. A lubricated fastener requires less torque to achieve the same level of tension and also makes the torque-tension relationship more predictable. Different lubricants can also have different effects. Figure two shows that effect on the torque-tension relationship of adding a lubricant.
| TABLE TWO: TORQUE GUIDE (Nm) | ||
| Bolt Size | Grade 304 (A2) | Grade 316 (A4) |
| 1/4" - 20 | 8.5 | 9 |
| 1/4" - 28 | 11 | 11 |
| 5/16" - 18 | 15 | 16 |
| 5/16" - 24 | 16 | 17 |
| 3/8" - 16 | 27 | 28 |
| 3/8" - 24 | 29 | 31 |
| 7/16" - 14 | 42 | 44 |
| 7/16" - 20 | 45 | 47 |
| 1/2" - 13 | 58 | 61 |
| 1/2" - 20 | 61 | 64 |
| 9/16" - 12 | 77 | 81 |
| 9/16" - 18 | 85 | 89 |
| 5/8" - 11 | 125 | 131 |
| 5/8" - 18 | 141 | 147 |
| 3/4" - 10 | 173 | 179 |
| 3/4" - 16 | 168 | 176 |
| 7/8" - 9 | 263 | 275 |
| 7/8" - 14 | 262 | 273 |
| 1" - 8 | 389 | 406 |
| 1" - 14 | 351 | 367 |
| 1 1/8" - 7 | 560 | 586 |
| 1 1/8" - 12 | 529 | 553 |
| 1 1/4" - 7 | 709 | 740 |
| 1 1/4" - 12 | 651 | 683 |
| 1 1/2" - 6 | 1 204 | 1 261 |
| 1 1/2" - 12 | 953 |
993 |
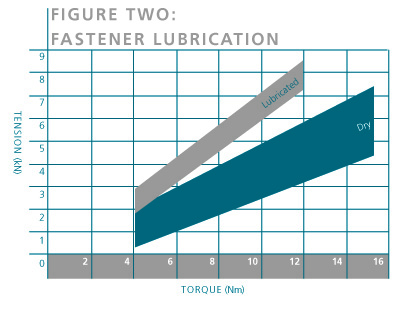
Effect of lubrication on torque-tension relationships is shown above by the chart, which is based on results obtained with 9/16" - 18 steel bolt driven into aluminium. For a non-lubricated bolt, torques of 13Nm - 14Nm were required to develop tensions of 3.5kN to 6.2kN. For a lubricated bolt, torque values ranged from 7.3Nm to 8.5Nm for 4.4kN to 5.5kN tension range.
Torque values are affected in various ways by different types of lubricants. Wax on either the bolt or nut, or both, also acts to reduce the torque requirements.
Source: Skidmore-Wilhelm Mfg. Co.
NEW AUSTRALIAN STANDARD
he new Australian Standard Cold Formed Stainless Steel Structures is due to be published in early 2001. This will include sections giving specific design data for stainless steel fasteners produced to both ASTM and ISO specification systems, In addition an Appendix gives details of the grades and strength levels and their applicable markings, extracted from ISO 3506.
*Graphite is substantially more noble than stainless steel. Care in specification of graphite in contact with stainless steel is required to avoid corrosion.
This technical article featured in Australian Stainless magazine - Issue 17, January 2001.