Accurate specification of a surface finish is vital for extracting maximum functionality and durability from stainless steel components.
Coated abrasives are important in generating the right surface finish for corrosion resistance, cleanliness, aesthetics or other requirements.
Manufacturing Processes
Primary manufacturing processes such as casting, forging or rolling produce a surface finish which may be adequate for the end function. If not, there are secondary processes such as machining, cutting, grinding, lapping or mass finishing using tumbling techniques or barrel finishing.
Surface finishing techniques may be mechanical, electrical, thermal or chemical or a combination. The finish depends on grit size, pressure and product selection.
Coated Abrasives
Coated abrasives in the form of belts, rolls or discs are used during both the primary and secondary manufacture of stainless steel into coils, sheets or fabrications.
Methods and machinery may vary but the broad principles are:
- do not abrade unnecessarily - start at the finest grit which will produce the desired finish quickly
- never skip more than two grit sizes in a polishing sequence or previous grit lines cannot be removed
- don't use excessive pressure - coated abrasives cut well with minimal pressure
- don't persist with a worn abrasive product - when a disc or belt stops cutting it should be replaced
 Developments
Developments
The drive for better manufacturing has yielded improvements to grinding and polishing machinery, accompanied by developments in abrasive products. Better abrasive grains give faster stock removal and longer life which has led to increased horsepower being specified and this has necessitated improvements to the quality of backing materials.
Coated Abrasives and Surface Finish Generation
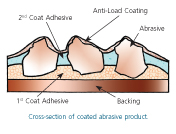
A coated abrasive has three components - backing, adhesive and grain - each of which affects the outcome.
Backings are manufactured from paper, cloth, fibre or a combination, non-woven material or polyester film. The type selected should:
- have sufficient tensile strength to transmit the power loading of the machine
- be flexible enough to conform to component shape
- provide a substrate suitable for the relative strength of adhesive required
- not stretch unduly during use
- in the case of very fine grit coatings, provide a flat and true surface.
Paper backings come in a variety of weights designed for specific tasks. In the stainless steel market belts are most commonly manufactured in E (180-200gsm), F (230gsm) or G (300gsm) weights. They may also have anti-static surface treatments to minimize dust adherence.
Cloth backings come in many varieties. Most commonly, X weight (cotton) and Y weight (polyester) are used in heavier stock removal operations such as the grinding of castings and J weight, which is lighter and more flexible, is used for contour work - polishing complicated shapes. Different cloth backfills applied to the rear of the coated abrasive belt allow it to be used for dry and wet operations (oil or water) according to the type of operation.
Cloth belts are normally used on higher horsepower machines and need to be strong enough for the transmission power which can be as high as 10HP per inch width of belt (7.5kW per 25mm).
Vulcanised fibre is used extensively in the manufacture of resin fibre discs. It is less flexible than paper and cloth backings but has the strength required to withstand high operational speeds and heavy grinding pressures.
Combination backings consist of an E weight paper reinforced with an open weave cotton scrim cloth. They are usually used for very coarse grit operations.
Non-woven backings such as lofted nylon are used in the manufacture of hand polishing pads and rolls. This material also forms the basis of many convolute wheels and flap brushes (pictured) which are used to impart a special brushed finish.
Bonding adhesives are used to anchor the abrasive grains in place on the backing. They can be natural animal glues but thermosetting synthetic resins are the norm. They are stronger, tougher and resist heat and fluids better. Different types and strengths have been developed according to the product's end use. As a rule of thumb, if belts or discs are shedding (losing grain) then the bond strength needs to be increased; if the product is showing signs of glazing (metal pick up) then the bond needs to be less strong.
Abrasive Grains
Most of the grains in use today are synthetically manufactured to be hard enough to penetrate the substrate being ground while still fracturing under dynamic impact to present new cutting facets. They are designed for high thermal and chemical resistance at grinding interface temperatures.
Premium grade aluminium oxide grains are an effective general purpose abrasive. Silicon carbide grain is used to impart a brighter finish, however it has a comparatively shorter product life. Although more expensive, the newly-developed zirconia alumina grain produces a more consistent finish throughout the life of the product.
Early versions of abrasive sheets and rolls were made by sprinkling naturally occurring grit, such as sand or emery, onto cloth or paper coated with animal hide glue. The resulting 'sandpaper' was used for surface finishing in woodwork or preparing a surface for paint or varnish. Because the application of the grit was random the product soon became dull and lost its cut.
Not long after the development of paper products, the flexible emery cloth roll made its appearance in metal working workshops as a standard tool for rust removal and light finishing. By contrast, solid bonded grinding wheels were developed for heavy stock removal in foundries.
3 Elements: Backing, Bond and Grain
Modern coated abrasives allow stock removal up to 30 times faster than with a bonded grinding wheel. This superior performance has been brought about by improvements to all three elements of coated abrasives: backing, bond and grain.
Backing
The type of backing used sets the basic design parameters, being: strength, safety, shape, geometry, tolerance and coolant resistance.
| Paper | available in various weights up to 300 gsm (grams per square metre) in widths up to 1650mm |
| Cloth | cotton, polyester or a mixture, in widths up to 1550mm. |
| Fibre | 0.7mm (30 thou) vulcanised fibre |
| Combination | linen scrim cloth plus paper in widths up to 1000mm |
| Polyester film | flexible consistent thickness |
Bond
Natural glues can be used for the matrix supporting the abrasive grain but modern abrasives generally use synthetic thermosetting resins which are stronger, tougher and more heat resistant.
Grain
Abrasive grain provides the cutting edges for surface generation. Common types are:
- Aluminium oxide Al2O3 available with various surface treatments
- Silicon carbide SiC
- Zirconia ZrO2
- Ceramic aluminium oxide SG (seeded gel).
The important characteristics of grain are hardness, friability, toughness and shape. The graph below shows the hardness of selected materials including abrasives.
 Relative Comparison of Grit Size
Relative Comparison of Grit Size
The selection of the correct grit size and sequence is vitally important in achieving the desired surface finish. The most common grading system in use today is the FEPA or 'P' series (Federation of European Producers of Abrasives). However, certain products made in the US or Japan may be graded differently. Equivalents are provided in Table 1.
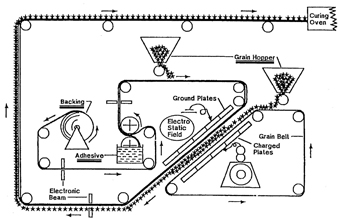
Abrasive Production
The majority of abrasive manufacturers employ a reel to reel process to combine the backing, adhesive bond and grit into an efficient cutting tool.
As shown above, the grain is propelled into the wet adhesive by means of an electrostatic force. This critical part of the manufacturing process ensures a sharp, long lasting product. In order to further secure the abrasive grain, an additional coat of adhesive, known as a 'size' coat, is applied and the whole product is dried and cured.
Certain products (called multi-bond or super-sized) have a further coating applied in order to minimise heat build up and subsequent welding action. This feature is particularly important in the case of stainless steel grinding because non-oxidised steels are very reactive at interface grinding temperatures and they combine readily with the aluminium oxide grain. This phenomenon is visible as a silvery sheen on the surface of an abrasive belt. Once the grain has been 'capped' with metal it can perform no further cutting action and merely increases frictional heat and subsequent degradation.
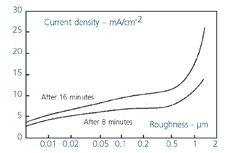
Using Abrasives Economically
There are a number of factors to be considered to obtain best value from coated abrasives. If obtaining a specified, repeatable finish is an important consideration it may be most economical to limit the abrasive belt to a set amount of polishing, for example a certain number of metres of coil.
If specific finish is not a criteria the abrasive can be used to the very end of its life. Saving time or power usage and utilising the most technically advanced product can be as significant overall as the amount of abrasive consumed.
 The Importance of Surface Roughness
The Importance of Surface Roughness
The surface roughness of stainless steel is an important factor in determining corrosion resistance. Put simply, the smoother the finish the greater the corrosion resistance, whether in the form of sheet or coil or in welded components.
Surface Topography
Interaction between the abrasive belt and the workpiece is affected by surface topography (micro texture). Even a surface which appears perfectly flat to the naked eye has 'asperities', undulations between 0.05µm and 50µm occurring 0.5µm to 5mm apart.
A variety of instruments are available to measure surface micro texture. They work on the principle of moving a stylus over a representative length of the surface and recording the peaks and valleys.
In Australia, surface roughness is expressed in Ra. The measurement refers to the average variations of the undulations from the average surface of the sample.
Typical Finishes
Three stainless steel surface finishes are typically available from the mill:
- HRAP (No. 1) hot rolled, annealed and pickled (Ra 3 to 6µm)
- 2B cold rolled (Ra 0.1 to 0.2µm)
- BA bright annealed (Ra 0.06 to 0.2µm)
From these initial surfaces, a wide variety of finishes can be achieved with coated abrasives, satinising wheels and mops, buffing wheels and polishes. The type of finish generated depends on many variables: grit sequence, lubrication, raw material quality, machine type, abrasive type, pressure applied, through feed speed, abrasive belt speed and so on.
Because of all these factors, nominally identical finishes vary slightly from one producer to another. To ensure that the desired finish is delivered, specifiers should nominate the acceptable Ra (surface roughness) range and any other factors necessary for the application (for instance viewing angle or light conditions for architectural samples).
The common ASTM designations for stainless steel surfaces such as 'No. 4' specify a process to achieve a finish and not attributes of the surface itself. The result can fall outside the desired surface roughness range. The Euronorm finishes of EN 10088, provide a larger number of specifications than ASTM A480 and include some which require particular Ra values.1
Although the measurements involved are microscopic, research indicates there is significantly higher resistance to corrosion in stainless surfaces with a roughness below 0.5µm Ra.
 The Role of Coated Abrasives
The Role of Coated Abrasives
Technically advanced coated abrasives are designed to optimise production by delivering consistent, measurable surface finishes. However, the operator must select the correct abrasives and the right product sequence.
Polishing is hard work and even with machine operations, it takes time and care. The absolutely essential element is to remove all the polish lines from the previous stage before moving on to a finer grit.
If this isn't done, the final and finest buffing step will be marred by a streak on the surface. Although it is often impossible to rotate the work, removal of polish lines is readily monitored by polishing at right angles for each new step.
The first grinding step should be as fine as possible. As #80 is usually the finest practicable size, it may require some time to smooth a large weld bead. An effective grit sequence for producing a mirror finish is 80, 120, 240, 320, 400, 600 and 800 before proceeding to mops.
Steps can be missed but at the cost of longer polishing times and the risk of stray scratches. Old abrasives will give a smoother finish but the results are less predictable and are operator dependent.
Lubricants may be necessary because of the poor conductivity of stainless steel. Lubricants also remove debris, improve the quality of the finish and increase the abrasive life. When buying abrasives it is important to choose a reputable product; an unknown quality could mean stray, coarse grit with its attendant final streaks which will mar the result and be especially obvious on a 'mirror' finish.
When silicon carbide abrasives are used a brighter, more highly reflective finish results, albeit at the expense of belt life.
Other materials, for example aluminium oxide, zirconia or ceramic grains, will give a significantly longer belt life but will produce a different overall finish.
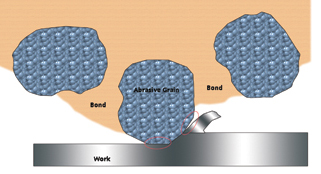
A quality coated abrasive belt acts as a series of single point cutting tools.
Each grain has the optimum shape and angle to accomplish the cutting action and subsequent chip removal. This is partly achieved through electrostatically orienting the grains in relation to the backing during manufacture.
The rest comes from choosing the correct abrasive type for the job. A cutting facet which isn't sharp enough results in random streaks on the stainless steel surface as the grain fails to cut cleanly and drags a chip along the surface. This effect is more prevalent with aluminium oxide belts.
 Getting it Right
Getting it Right
Supplying the desired surface is as much a part of filling a contract as other aspects of fabrication. There are a large number of variables which impact on the surface finish.
An understanding of what makes a quality abrasive product and how coated abrasives interact with the workpiece helps ensure that the corrosion resistance and aesthetic requirements of the client are met.
| Table 1: Relative Comparison of Grit Size | ||||||
| Particle size inches | Particle size micons | All product other than emery | Emery | |||
| Grading system | Comparable grit symbol | Polishing paper | Cloth | |||
| CAMI | FEPA | |||||
| 0.00026 | 6.5 | 1200 | - | - | 4/0 | - |
| 0.00035 | 9.0 | - | - | - | - | - |
| 0.00036 | 9.2 | 1000 | - | - | 3/0 | - |
| 0.00047 | 12.0 | - | - | - | - | - |
| 0.00048 | 12.2 | 800 | - | - | - | - |
| 0.00059 | 15.0 | - | - | - | - | - |
| 0.00060 | 15.3 | - | P1200 | - | - | - |
| 0.00062 | 16.0 | 600 | - | - | 2/0 | - |
| 0.00071 | 18.3 | - | P1000 | - | - | - |
| 0.00077 | 19.7 | 500 | - | - | 0 | - |
| 0.00079 | 20.0 | - | - | - | - | - |
| 0.00085 | 21.8 | - | P800 | - | - | - |
| 0.00092 | 23.6 | 400 | - | 10/0 | - | - |
| 0.00098 | 25.0 | - | - | - | - | - |
| 0.00100 | 25.75 | - | P600 | - | - | - |
| 0.00112 | 28.8 | 360 | - | - | - | - |
| 0.00118 | 30.0 | - | P500 | - | - | - |
| 0.00137 | 35.0 | - | P400 | - | - | - |
| 0.00140 | 36.0 | 320 | - | 9/0 | - | - |
| 0.001575 | 40.0 | - | - | - | - | - |
| 0.00158 | 40.5 | - | P360 | - | - | - |
| 0.00172 | 44.0 | 280 | - | 8/0 | 1 | - |
| 0.00177 | 45.0 | - | - | - | - | - |
| 0.00180 | 46.2 | - | P320 | - | - | - |
| 0.00197 | 50.0 | - | - | - | - | - |
| 0.00204 | 52.5 | - | P280 | - | - | - |
| 0.00209 | 53.5 | 240 | - | 7/0 | - | - |
| 0.00217 | 55.0 | - | - | - | - | - |
| 0.00228 | 58.5 | - | P240 | - | - | - |
| 0.00230 | 60.0 | - | - | - | - | - |
| 0.00254 | 65.0 | - | P220 | - | - | - |
| 0.00257 | 66.0 | 220 | - | 6/0 | 2 | - |
| 0.00304 | 78.0 | 180 | P180 | 5/0 | 3 | - |
| 0.00363 | 93.0 | 150 | - | 4/0 | - | Fine |
| 0.00378 | 97.0 | - | P150 | - | - | - |
| 0.00452 | 116.0 | 120 | - | 3/0 | - | - |
| 0.00495 | 127.0 | - | P120 | - | - | - |
| 0.00550 | 141.0 | 100 | - | 2/0 | - | Medium |
| 0.00608 | 156.0 | - | P100 | - | - | - |
| 0.00749 | 192.0 | 80 | - | 0 | - | Coarse |
| 0.00768 | 197.0 | - | P80 | - | - | - |
| 0.01014 | 260.0 | - | P60 | - | - | - |
| 0.01045 | 268.0 | 60 | - | 1/2 | - | - |
| 0.01271 | 326.0 | - | P50 | - | - | - |
| 0.01369 | 351.0 | 50 | - | 1 | - | Ex. Coarse |
| 0.01601 | 412.0 | - | P40 | - | - | - |
| 0.01669 | 428.0 | 40 | - | 1-1/2 | - | - |
| 0.02044 | 524.0 | - | P36 | - | - | - |
| 0.02087 | 535.0 | 36 | - | 2 | - | - |
| 0.02426 | 622.0 | - | P30 | - | - | - |
| 0.02488 | 638.0 | 30 | - | 2-1/2 | - | - |
| 0.02789 | 715.0 | 24 | - | 3 | - | - |
| 0.02886 | 740.0 | - | P24 | - | - | - |
| 0.03530 | 905.0 | 20 | - | 3-1/2 | - | - |
| 0.03838 | 984.0 | - | P20 | - | - | - |
| 0.05148 | 1320.0 | 16 | - | 4 | - | - |
| 0.05164 | 1324.0 | - | P16 | - | - | - |
| 0.06880 | 1764.0 | - | P12 | - | - | - |
| 0.07184 | 1842.0 | 12 | - | 4-1/2 | - | - |
| FEPA Federation of European Producers of Abrasives | ||||||
1 EN 10088-2: 1995 specifies additional specific requirements to a 'J'-type finish, in order to achieve adequate corrosion resistance for marine and external architectural applications. Transverse Ra <0.5µm with clean cut surface finish.