
When used properly, stainless steel enjoys a strong and enduring reputation for visual appeal and structural integrity in a wide range of applications and environments. But, like all materials, stainless steel may become stained or discoloured over time, impairing the overall look. This brown discolouration - tea staining - has been identified in coastal applications in Australia and overseas.
In the late 1990s, the newly formed ASSDA Technical Committee researched the reasons for the brown discolouration. ASSDA’s work, in collaboration with the International Molybdenum Association, led to guidelines published in 2001 explaining the causes and remedial techniques. The work was later refined to ASSDA’s FAQ 6. This clarified some of the misunderstandings that have circulated about atmospheric exposure and possible corrosion of stainless steels. It does not deal with immersed exposures.
Corrosive chemicals in the atmosphere
In a clean atmosphere, the relative humidity is sufficient to maintain the thin self-repairing passive film which protects stainless steel. Given that chlorides are known to cause corrosion, locations within line of sight of the sea will tend to corrode, especially with onshore prevailing winds.
Extensive research using corrosion coupons has classified corrosivity using carbon steel and zinc while measuring corrosives such as chloride and sulphur dioxide – as an indicator of industrial activity. AS 4312 presents maps with bands of corrosion rates (from extreme to low) and corrosion rates with distance from the sea or a bay. For sheltered waters, corrosion rates drop to medium or lower within a few hundred metres, while for exposed areas like Cape Leeuwin in WA, Newcastle in NSW, or Cape Jervis in SA the rates can remain extreme to high for kilometres inland.
The AS 2699 series of standards for ties used for brick fixing in walls uses deposited chloride measurements to arrive at similar bands of corrosivity. Those values define zones where increasing thickness of galvanizing or, 304 or 316 must be used successively depending on distance from the sea to achieve the design life in buildings. In rural or urban environments, corrosion of stainless steel is unusual although cosmetic staining can occur from vegetation, chemical spills or blown dust.
Atmospheric conditions
Stainless steel will not corrode unless there is a sufficient concentration of aggressive ions (generally chlorides) and there is free water but not a sufficient flow to wash away contaminants. Water will condense on clean metal if the temperature falls below the dewpoint but if there are chloride salts, then there is a lower critical relative humidity (RHcrit) which will form an aggressive salt solution by absorbing moisture from the air. This means that deposited sea salt can cause corrosion although the temperature is still below the dewpoint for a clean surface.
A secondary atmospheric factor is that corrosion rates roughly double for every 10oC rise in temperature; all else being equal. For instance, corrosion staining will be worse in Darwin than in Hobart.
Design, cleanability and drainage
Open, bold exposures allow natural rainfall to wash away grime and potentially corrosive deposits. However, drying retained runoff on horizontal surfaces, surface tension at sharp edges, in crevices, or in horizontal abrasion lines on vertical surfaces, all cause increasing corrosivity and do not meet the “bright and shiny” expectations for stainless steel.
Surface roughness and standards
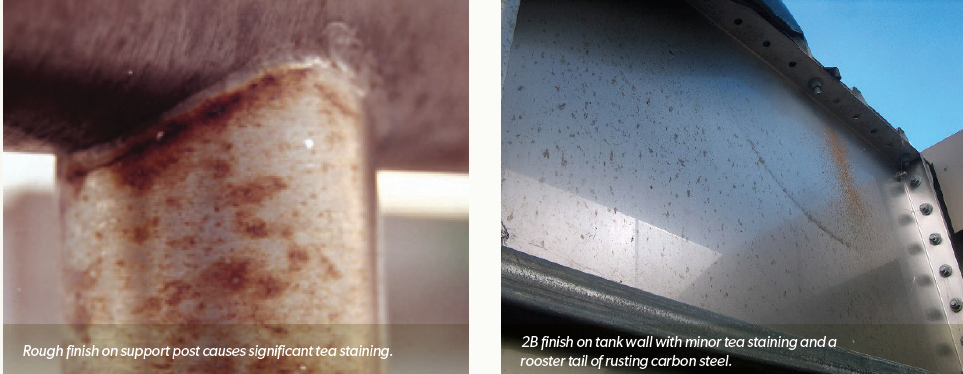
The widely publicised surface roughness of “no more than 0.5µm Ra” for a tea staining resistant surface is codified as 2K in EN 10088.2 which includes a requirement for a clean cut profile, i.e. no flaps or sharp edges. ASTM A240/A480 suggests that a good fabricator can achieve about 0.6µm Ra for a No. 4 finish. ASSDA conservatively recommended finishing with 320 grit for 0.5µm. Ra is readily measured mechanically or by laser reflectance but, because multiple surface profiles can give the same Ra value, samples are frequently used for acceptance tests. Rough surfaces show significant tea staining.
Unfortunately, the 0.5µm Ra requirement is sometimes specified for HRAP plate with a typical finish of Ra ~6µm. This causes un-needed expense in removing metal. Both thick HRAP plate and thin 2B (or BA) sheet or coil were pickled as their last processing step. Even with Ra greater than 0.5µm these finishes have good resistance to tea staining. However, a rougher surface is still less cleanable and is generally not as bright. Smooth 2B or BA finished sheet has good resistance to tea staining.
There is ample evidence that smoother surfaces resist corrosion better and a mirror polish is the best possible mechanical finish. ASTM A240 and EN 10088.2 have descriptive definitions (for No. 8 or 2P respectively) which centre around high reflectivity and image clarity but do not specify Ra.
Electropolishing electrochemically cleans the surface, removes sharp edges and smooths microroughness. It provides a deep lustre but not necessarily a clear reflection. However, it only slightly reduces Ra, e.g. 0.7 to 0.5 µm for a linished strip. Electropolished surfaces have excellent resistance to tea staining.
Chemical cleanliness of the exposed surfaces
Stainless, carbon or galvanised steels may be fabricated in adjacent areas and carbon steel can contaminate the stainless steel either as floating grit or if tooling is used on stainless steel after processing carbon steel. Contamination during transport or handling is also possible. Any moisture will immediately corrode the carbon steel and cause a large brown stain compared to the contaminating particle - this is not tea staining. The illustration shows a rooster tail of carbon steel contamination on a stainless steel surface from cutting Colorbond® nearby. The contamination can be removed by pickling or, more slowly, by a passivating nitric acid application. The widespread pale spots are light tea staining.
In addition, an oxidising passivation treatment after the final metal removal substantially improves corrosion resistance, partly because the final passive film is thicker and has a higher chromium to iron ratio. However, for freshly abraded surfaces, the sulphide inclusions inherent in all steels are initiation sites for corrosion unless they are removed by a passivating acid. Bar product has more inclusions with at least 10 times the sulphur content of sheet or plate to aid machining. Nitric passivation does not change the appearance of even a mirror polished surface but does significantly increase its corrosion resistance. Further details of pickling and passivation are given in ASTM A380.
What alloy should be selected
An ASSDA/IMOA selection tool is available by searching for ‘stainless-steel-selection-system’ on www.imoa.info. It asks about environment, finish, orientation and maintenance before providing a recommended material from 304 for urban or rural exposures up to 2205 for severe marine. It does not include ferritics mainly because they are not as widely used in welded fabrications. Alloys with similar or higher corrosion resistance (as assessed by PRE) could be substituted. Super alloys are not usual for atmospheric exposures.
Maintenance – natural and/or applied
Stainless steel is low maintenance but not no maintenance. A rule of thumb is that if an adjacent window (or glass screen) needs washing, wash the stainless steel. FAQ 6 has recommendations including consideration of retained deposits and rain washing. One sub-tropical beachside council has implemented a 3 to 4-month cycle of a high pressure wash with low chloride water and detergent (and possibly a zero chloride solvent) before a fresh water rinse. Domestic cleaners, even non-abrasive ones, are not recommended as some have chloride activators and, because of their hygiene image, may have some bleach - which are both potentially detrimental.
This article is featured in Australian Stainless Magazine issue 70, 2020.